电 话:0519-87070068
传 真:0519-87071688
邮 箱:sales@jwell.cn
投诉邮箱:info@jwell.cn
网 址:www.tenutaleone.com
地 址:常州市溧阳中关村开发区上上路118号
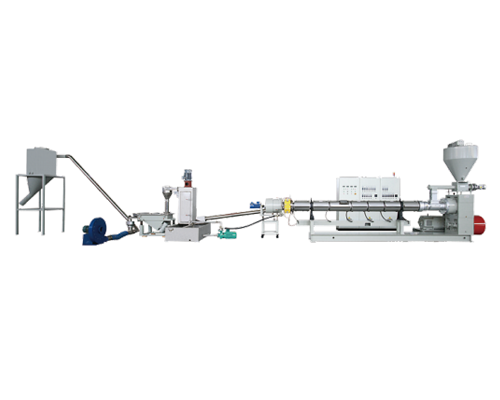
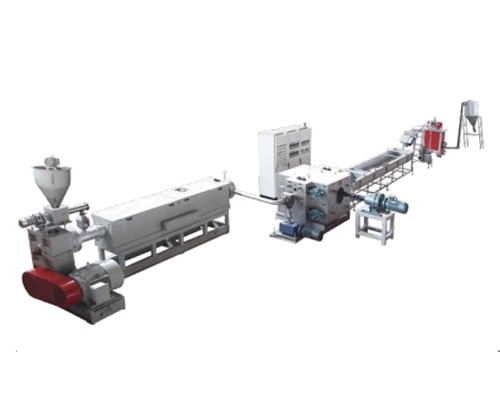
剖析单螺杆造粒机机头冒料因素
1、机头压力过大(滤网太多或多孔板有堵住景象);
2、真空段黏度不适宜(温度太高、太低、过润滑景象);
3、真空段螺杆组合不适宜(螺杆与机筒真空的准确性、反向运送及剪切的方位);
4、真空太大;
5、喂料与主机转速不匹配;
剖析:

一)设备上调整:
1)将真空口压块换成大口径压块,也可以将此处的压块用石棉垫垫高些,有利于排气。
2)用单排模头比单排模头会好些,孔数增多后全体压力会安稳些。
二)从技术上:
1)挤出的全体温度可下降些,控在150-170度,前段稍高,后段稍低。
2)螺杆均化段,真空后边的有些,可用大导程或SK的元件来处理,增强排气和运送功用。
三)配方方面:
阻燃系统与配方系统进行微调。
以上只是起到抛砖引玉的成效,至于怎么处理,还需根据实际情况采纳适宜的方法去处理,任何的加工疑问不是朴实和独自存在的,只要把握住了关键,处理首要的疑问了,疑问才有基本能得到操控,仅供参考。如需更多资讯 ,请联系金纬机械相关工作人员。
电 话:0519-87070068
传 真:0519-87071688
邮 箱:sales@jwell.cn
投诉邮箱:info@jwell.cn
地 址:常州市溧阳中关村开发区上上路118号

扫一扫关注公众号